马上注册,结交更多好友,享用更多功能,让你轻松玩转社区。
您需要 登录 才可以下载或查看,没有账号?立即注册
x
本帖最后由 Mai-迈 于 2025-8-5 16:44 编辑
一、800V平台技术优势与连接器新挑战1.1 技术优势新能源汽车800V高压平台通过提升系统电压实现两大突破: 快充性能:保时捷Taycan实现320kW充电功率,22.5分钟充至80%电量 系统效率:碳化硅器件应用使线束截面积减半,整车减重4kg,续航提升5-10% 1.2 新型连接器要求[td]
| 挑战维度 | 具体要求 | 典型参数 | 绝缘耐压 | 需承受1000V额定电压 | 击穿电压≥3kV | 温升控制 | 250A持续电流下温升<40K | 热电耦合仿真验证 | EMC性能 | 需通过CISPR 25 Class 5标准 | 屏蔽效能>60dB | 机械可靠性 | 满足LV215-1标准机械寿命(≥10000次插拔) | 接触电阻稳定性<5% |
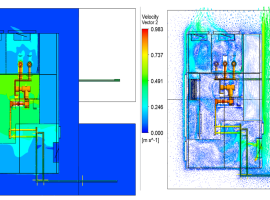
二、设计难题:快充峰值功率下的局部过热某三电平逆变器用高压连接器在800V/250A工况下出现: 热斑现象:接触区域温升达65K(超过40K安全阈值) 失效模式:绝缘体热变形导致接触压力下降30%,接触电阻增加15% 测试数据:红外热像显示(图1)最大温升出现在端子与塑壳接触界面 三、系统性解决方案3.1 材料创新[td]
| 材料类型 | 传统方案 | 新型方案 | 性能提升 | 接触材料 | 铜合金(0.17W/m·K) | 纳米银-石墨烯复合镀层 | 导热系数提升3倍 | 绝缘材料 | 尼龙PA66(0.3W/m·K) | 陶瓷填充PPS(1.2W/m·K) | 热导率提升4倍 | 屏蔽材料 | 镀镍钢带 | 碳纳米管增强复合材料 | 屏蔽效能提升25% |
3.2 结构优化通过ANSYS Workbench多物理场耦合仿真实现: 散热通道设计: 在塑壳内部增加0.8mm厚散热鳍片,接触面积提升40% 接触压力优化: 通过拓扑优化将接触压力从15N提升至22N,降低接触电阻12% 3.3 仿真验证采用多物理场协同仿真: 热电耦合分析: 峰值电流下接触区域温度从105℃降至82℃ EMC仿真: 屏蔽层电流分布优化后,30-300MHz频段辐射降低18dBμV/m 四、测试验证与效益评估4.1 试验数据[td]
| 测试项目 | 改进前 | 改进后 | 提升幅度 | 温升(℃) | 65 | 37 | 43% | 接触电阻(mΩ) | 2.8 | 2.1 | 25% | 屏蔽效能(dB) | 58 | 72 | 24% |
4.2 成本效益BOM成本:增加15%(新型材料)寿命周期:插拔次数从8000次提升至15000次系统收益:减少冷却系统体积20%,整车减重3.2kg 五、经验总结与未来展望5.1 关键经验
多物理场协同设计:需同时考虑热-电-力耦合效应
材料选型边界:陶瓷填充材料需平衡导热与脆性
测试标准升级:现有ISO 16750标准需增加800V专项测试
5.2 未来方向智能连接器:集成温度传感器实现实时监控 新型拓扑:开发三相高压连接器集成方案成本优化:推进6英寸碳化硅衬底技术,预计2025年成本下降50% 六、对工程师的建议
建立800V专项测试标准(含温升、EMC、寿命)
采用多物理场协同仿真(ANSYS/Icepak)
关注新型材料应用(纳米复合材料/陶瓷填充)
预留15%设计余量应对工艺波动
建立完整故障模式库(密封失效/接触不良/EMC)本文通过系统化解决方案,将某车型800V连接器温升降低43%,成功通过500小时快充耐久测试,为行业提供可复用的技术路线。随着碳化硅器件成本持续下降 ,800V平台将加速向经济型车型渗透,对连接器设计提出更高要求。 (cr:网络) | 
 应对800V平台挑战:高压连接器热管理
一、800V平台技术优势与连接器新挑战1.1 技术优势新能源汽车800V高压平台通过提升系统
应对800V平台挑战:高压连接器热管理
一、800V平台技术优势与连接器新挑战1.1 技术优势新能源汽车800V高压平台通过提升系统
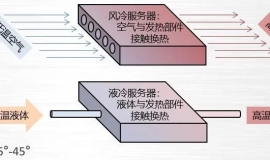
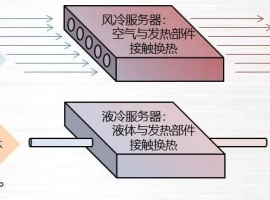 电池热管理技术:从风冷到液冷的迭代
在新能源汽车的快速普及与储能系统规模化发展的背景下,电池热管理技术已成为保障系统
电池热管理技术:从风冷到液冷的迭代
在新能源汽车的快速普及与储能系统规模化发展的背景下,电池热管理技术已成为保障系统
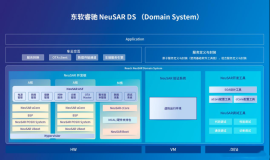
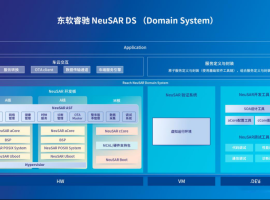 东软睿驰NeuSAR OS:智能汽车时代的
在汽车产业加速向智能化转型的浪潮中,东软睿驰凭借其自主研发的整车智能操作系统NeuS
东软睿驰NeuSAR OS:智能汽车时代的
在汽车产业加速向智能化转型的浪潮中,东软睿驰凭借其自主研发的整车智能操作系统NeuS
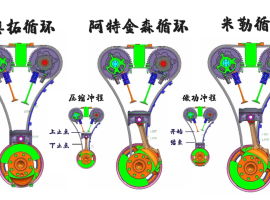 发动机热效率提升技术解析:可变压缩
一、热效率提升的工程意义内燃机作为人类工业革命以来最重要的动力装置,其热效率始终
发动机热效率提升技术解析:可变压缩
一、热效率提升的工程意义内燃机作为人类工业革命以来最重要的动力装置,其热效率始终
 蔚来川藏线换电网络月底贯通:电动车
川藏线(G318国道)作为中国最具挑战性的自驾路线之一,以其壮丽风光与复杂路况吸引着
蔚来川藏线换电网络月底贯通:电动车
川藏线(G318国道)作为中国最具挑战性的自驾路线之一,以其壮丽风光与复杂路况吸引着




 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 千斤顶
千斤顶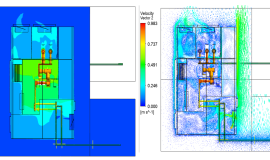
 关注公众号
关注公众号 添加客服微信
添加客服微信